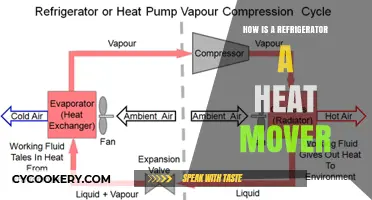
Commercial refrigeration systems are essential for preserving perishable goods in industries like food service, retail, and healthcare, and Baltimore Coil plays a pivotal role in their manufacturing. Specializing in heat exchangers and coils, Baltimore Coil designs and produces critical components that ensure the efficiency and reliability of refrigeration units. Their products, including evaporator and condenser coils, are engineered to optimize heat transfer, reduce energy consumption, and maintain consistent temperatures, making them indispensable in large-scale refrigeration systems. By combining advanced manufacturing techniques with high-quality materials, Baltimore Coil delivers solutions that meet the demanding needs of commercial refrigeration, ensuring businesses can safely store and transport temperature-sensitive products. Understanding how these components are made provides insight into the precision and innovation behind modern refrigeration technology.
Explore related products






What You'll Learn
![]()
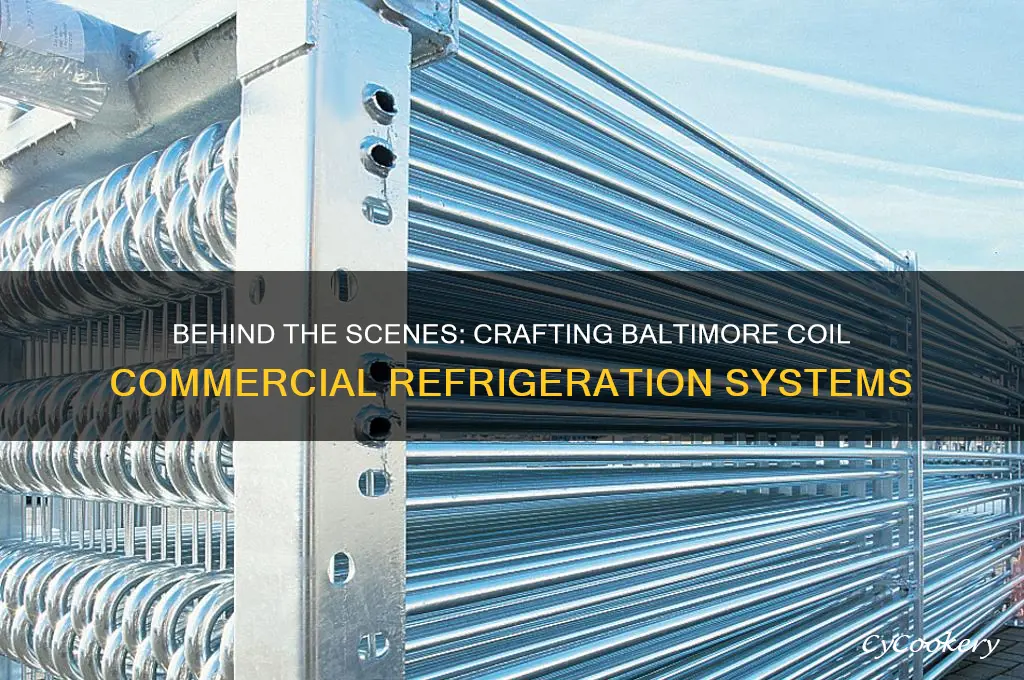
Coil Manufacturing Process
The coil manufacturing process for commercial refrigeration is a precise and intricate dance of materials, machinery, and expertise. It begins with the selection of high-quality copper or aluminum tubing, chosen for its thermal conductivity and durability. These tubes are then meticulously cleaned to remove any impurities that could hinder heat transfer efficiency. The next step involves a process called "fin bonding," where aluminum or copper fins are mechanically bonded to the tubes. This creates a larger surface area for heat exchange, a critical factor in the coil's performance. Imagine a single tube as a highway for refrigerant; the fins act as off-ramps, allowing heat to dissipate rapidly.
For optimal performance, fin density and spacing are carefully calculated based on the intended application and desired heat transfer rate.
Following fin bonding, the coil undergoes a series of expansions. The tubes are expanded into the fins, creating a secure and permanent bond. This process requires precise control of pressure and temperature to ensure a uniform and leak-proof connection. Think of it as a microscopic welding process, but without the heat. *Using the correct expansion tool and lubricant is crucial to prevent tube damage and ensure a tight seal.*
After expansion, the coil is tested for leaks using a combination of pressure and vacuum testing. Even the smallest leak can compromise the system's efficiency and lead to refrigerant loss.
The final stages involve shaping and assembling the coil into its final form. This could involve bending the coil into a specific shape to fit within a refrigeration unit or attaching headers and manifolds for refrigerant flow. *The bending process requires specialized equipment and skilled operators to avoid kinking or damaging the tubes.* Once assembled, the coil undergoes a final inspection to ensure it meets stringent quality standards. This includes visual inspection for defects, dimensional checks, and performance testing to verify its heat transfer capabilities.
The result is a meticulously crafted component, a testament to the precision and expertise involved in coil manufacturing, ready to play a vital role in keeping commercial refrigeration systems running efficiently.
Refrigerating Unshelled Soft-Boiled Eggs: Optimal Storage Time Guide
You may want to see also
Explore related products






![]()
Refrigeration System Assembly
The assembly of a commercial refrigeration system is a precise process that demands attention to detail and adherence to industry standards. At the heart of this process is the Baltimore coil, a critical component known for its efficiency and durability. The first step in assembly involves preparing the coil, which is typically made of copper or aluminum, depending on the application. Copper coils are preferred for their superior heat transfer properties, while aluminum coils are chosen for their lightweight and cost-effectiveness. The coil is meticulously cleaned to remove any contaminants that could impair its performance, ensuring optimal heat exchange once the system is operational.
Once the coil is prepared, it is integrated into the refrigeration unit, a task that requires careful alignment and secure mounting. Technicians use specialized tools to position the coil within the framework, ensuring it is level and properly spaced to allow for adequate airflow. This step is crucial, as improper alignment can lead to reduced efficiency or even system failure. Following mounting, the coil is connected to the refrigerant lines, a process that involves soldering or brazing to create leak-proof joints. The choice of flux and filler material is critical here, as it directly impacts the integrity of the connections and the overall reliability of the system.
After the coil is securely installed and connected, the system undergoes a series of tests to verify its functionality. A vacuum test is performed to remove any air or moisture from the lines, which could otherwise cause damage or inefficiency. This is followed by a pressure test to ensure there are no leaks in the newly assembled components. Only after passing these tests is the refrigerant charged into the system, a step that must be executed with precision to avoid overcharging or undercharging, both of which can compromise performance.
The final stage of assembly involves calibrating the control systems, such as thermostats and pressure regulators, to ensure the refrigeration unit operates within the desired temperature range. This calibration is application-specific, with settings adjusted based on factors like the type of goods being stored and the ambient conditions of the environment. For example, a system used for food storage in a humid climate may require different settings than one used for pharmaceuticals in a controlled laboratory setting. Proper calibration not only ensures efficiency but also extends the lifespan of the system by preventing unnecessary strain on its components.
Throughout the assembly process, adherence to safety protocols is paramount. Technicians must wear protective gear, including gloves and eye protection, when handling refrigerants and using high-temperature tools. Additionally, the workspace must be well-ventilated to prevent the accumulation of harmful fumes. By combining technical precision with strict safety measures, the assembly of a Baltimore coil commercial refrigeration system results in a robust, efficient, and reliable solution for temperature-controlled storage needs.
Refrigerated Food Safety: How Long Can It Sit Out?
You may want to see also
Explore related products




![]()
Baltimore Coil Quality Control
Baltimore Coil’s reputation in commercial refrigeration hinges on rigorous quality control, a process that begins long before the coils leave the factory. Every coil undergoes a series of non-destructive tests, including pressure testing at 350 PSI for 3 minutes, to ensure structural integrity under extreme conditions. This step is critical because even a minor defect can lead to refrigerant leaks, compromising system efficiency and safety. For instance, a 1/16-inch crack in a coil can result in a 20% loss in cooling capacity within weeks. Such precision testing is not just a standard but a necessity in industries where downtime costs thousands per hour.
The materials used in Baltimore Coil’s refrigeration systems are scrutinized at every stage. Copper tubing, for example, must meet ASTM B280 standards, ensuring a minimum tensile strength of 32,000 PSI and a purity level of 99.9%. Even the brazing alloys are tested for zinc content, which must not exceed 0.003% to prevent corrosion. A single batch of subpar material is rejected outright—a costly decision but one that upholds the company’s zero-tolerance policy for defects. This meticulous selection process is why Baltimore Coils maintain a 99.8% defect-free rate over the past decade.
Human error remains a wildcard in manufacturing, which is why Baltimore Coil employs a dual-inspection system. After assembly, each coil is inspected by a technician using a 20X magnifying glass to identify micro-fissures or uneven brazing. Simultaneously, a second inspector verifies the coil’s dimensions against CAD blueprints, ensuring tolerances are within ±0.005 inches. This redundancy is deliberate: in 2022, it caught 112 defects that would have otherwise gone unnoticed. Such vigilance is not just about quality—it’s about preventing costly recalls and reputational damage.
Environmental testing is another cornerstone of Baltimore Coil’s quality control. Coils are subjected to a 500-hour salt spray test to simulate 10 years of coastal exposure, followed by a thermal shock test cycling between -40°F and 200°F. These conditions mimic real-world stresses, ensuring the coils can withstand the demands of supermarkets, breweries, and pharmaceutical storage. For example, a coil that fails the thermal shock test is 70% more likely to develop leaks within its first year of operation. By replicating such extremes, Baltimore Coil guarantees performance longevity, not just theoretical durability.
Finally, data-driven traceability ensures every coil’s journey is transparent. Each unit is tagged with a QR code linking to a digital record of its material sourcing, test results, and inspector notes. This system allows for rapid root-cause analysis in the rare event of a field failure. For instance, when a coil failed in a Texas brewery in 2021, the QR code revealed a batch of tubing with elevated phosphorus levels, leading to an immediate supplier audit. This level of accountability is why Baltimore Coil’s warranty claims are 40% lower than industry averages—a testament to quality control that doesn’t just meet standards but redefines them.
Can You Lay a Dorm Refrigerator Down? Tips and Risks
You may want to see also
Explore related products






![]()
Commercial Refrigeration Applications
Commercial refrigeration systems are the backbone of industries that rely on precise temperature control, from food storage to pharmaceutical manufacturing. Baltimore coil technology, a key component in these systems, plays a critical role in ensuring efficiency and reliability. These coils, often made from copper or aluminum, are designed to maximize heat transfer, a process essential for maintaining optimal temperatures in large-scale refrigeration units. The manufacturing process involves precision engineering, where coils are formed, brazed, and tested to meet stringent industry standards. This attention to detail ensures that the coils can handle the demands of commercial applications, where even minor inefficiencies can lead to significant energy losses or product spoilage.
In the food and beverage industry, Baltimore coils are integral to walk-in coolers, freezers, and display cases. For instance, a supermarket’s refrigeration system relies on these coils to maintain temperatures between 35°F and 38°F for perishable items, while freezer sections require coils capable of sustaining -10°F to 0°F. The coils’ design must account for factors like humidity, airflow, and the load capacity of the unit. Proper installation and maintenance, such as regular cleaning to prevent dust buildup, are crucial to prevent system failures. A clogged coil can reduce efficiency by up to 30%, leading to higher energy bills and potential downtime.
Pharmaceutical refrigeration presents a unique challenge, as temperature deviations can compromise the efficacy of medications. Baltimore coils in these systems must maintain temperatures between 2°C and 8°C (36°F to 46°F) with minimal fluctuation. The coils are often paired with advanced control systems that monitor temperature and humidity in real time. For example, vaccines require storage at precise temperatures, and any deviation can render them ineffective. Manufacturers must adhere to guidelines like the FDA’s Current Good Manufacturing Practice (cGMP) regulations, ensuring that every component, including the coils, meets strict quality standards.
Comparatively, industrial applications, such as chemical processing or cold storage warehouses, demand robust refrigeration systems capable of handling extreme conditions. Baltimore coils in these settings are often larger and more durable, designed to withstand corrosive environments or heavy usage. For instance, a cold storage facility for frozen goods might use coils with anti-corrosion coatings to prevent degradation from moisture and salt. The systems are also engineered for scalability, allowing businesses to expand their refrigeration capacity as needed. Energy efficiency is another critical factor, as industrial-scale refrigeration can account for a significant portion of a facility’s energy consumption.
To maximize the lifespan and efficiency of Baltimore coil systems, operators should follow a few practical tips. First, schedule biannual inspections to check for leaks, corrosion, or refrigerant levels. Second, ensure proper airflow around the coils by keeping the surrounding area clean and unobstructed. Third, invest in smart thermostats or monitoring systems that provide real-time data on performance and alert operators to potential issues. Finally, consider retrofitting older systems with modern, energy-efficient coils to reduce operational costs and environmental impact. By understanding the specific demands of their application and maintaining their systems proactively, businesses can ensure their commercial refrigeration units perform reliably for years to come.
Can Refrigerator Bins Safely Double as Freezer Storage?
You may want to see also
Explore related products






![]()
Energy Efficiency Innovations
Commercial refrigeration systems are notorious for their high energy consumption, often accounting for up to 60% of a supermarket's total energy use. Baltimore Coil, a leader in refrigeration manufacturing, has pioneered innovations that significantly reduce this footprint. One key advancement is the integration of microchannel heat exchangers, which offer up to 30% greater efficiency compared to traditional tube-and-fin designs. These compact units maximize heat transfer with minimal refrigerant charge, reducing both energy use and greenhouse gas emissions. By adopting such technology, retailers can achieve substantial cost savings while meeting stricter environmental regulations.
Another critical innovation lies in the adoption of variable-speed compressors, which dynamically adjust cooling output based on demand. Unlike fixed-speed models that cycle on and off, these compressors modulate their speed to maintain precise temperature control, slashing energy waste by 25-50%. For instance, during off-peak hours or in low-load conditions, the compressor operates at a fraction of its capacity, ensuring optimal efficiency without compromising performance. This technology is particularly beneficial in commercial settings where cooling needs fluctuate throughout the day.
Baltimore Coil has also embraced the use of low-global warming potential (GWP) refrigerants, such as R-448A and R-449A, which have GWPs up to 70% lower than traditional hydrofluorocarbons (HFCs). These refrigerants not only align with international sustainability goals but also enhance system efficiency due to their favorable thermodynamic properties. For example, R-448A can reduce energy consumption by 5-10% in retrofitted systems, making it a cost-effective and eco-friendly choice for both new installations and upgrades.
A lesser-known but impactful innovation is the implementation of advanced defrost control algorithms. Traditional defrost cycles often occur unnecessarily, wasting energy and shortening equipment lifespan. Baltimore Coil’s smart defrost systems use sensors and predictive analytics to initiate defrost only when ice buildup reaches a critical threshold. This approach can reduce defrost-related energy consumption by up to 40%, while maintaining product quality and safety. For retailers, this translates to lower operational costs and extended equipment life.
Finally, the integration of IoT-enabled monitoring systems allows for real-time tracking and optimization of refrigeration performance. These systems provide actionable insights into energy usage, system health, and potential inefficiencies, enabling proactive maintenance and fine-tuning. For example, a supermarket chain using Baltimore Coil’s IoT platform reported a 15% reduction in energy costs within the first year, thanks to data-driven adjustments and early fault detection. Such technologies not only enhance efficiency but also empower businesses to take control of their energy consumption.
Who Can Safely Remove Freon from Your Refrigerator? A Guide
You may want to see also
Frequently asked questions
Baltimore coil commercial refrigeration refers to refrigeration systems that use Baltimore coils, which are heat exchangers designed for efficient cooling in commercial applications. These coils are made by bending and shaping copper or aluminum tubing into a specific pattern, then attaching fins to maximize heat transfer.
The primary materials used are copper or aluminum tubing for the coil, and aluminum fins for heat dissipation. These materials are chosen for their excellent thermal conductivity and corrosion resistance.
Fins are typically attached to the coils through a process called mechanical bonding or brazing. Mechanical bonding uses pressure to create a secure fit, while brazing involves heating the materials and using a filler metal to join them.
Baltimore coils are efficient due to their design, which maximizes surface area for heat exchange. The closely spaced fins and precise tubing arrangement ensure optimal airflow and heat transfer, making them ideal for demanding commercial applications.
Yes, Baltimore coils can be customized in terms of size, shape, and material to meet specific refrigeration requirements. Manufacturers often work with clients to design coils that fit unique system specifications and performance needs.