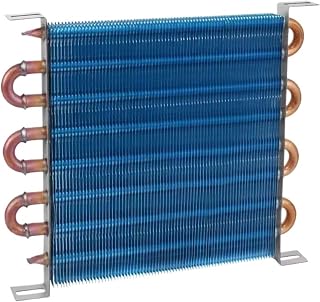
Designing a coil for refrigeration involves a meticulous balance of thermodynamics, heat transfer principles, and material science to ensure optimal performance and efficiency. The coil, typically made of copper or aluminum due to their high thermal conductivity, must be engineered to maximize heat exchange between the refrigerant and the surrounding medium, whether air or liquid. Key factors include determining the appropriate tube diameter, fin spacing, and coil dimensions to achieve the desired heat transfer rate while minimizing pressure drop. Additionally, considerations such as refrigerant flow rate, operating temperatures, and system capacity play critical roles in the design process. Advanced techniques like computational fluid dynamics (CFD) simulations may be employed to optimize the coil geometry and predict performance under various conditions, ensuring the final design meets the specific requirements of the refrigeration system.
| Characteristics | Values |
|---|---|
| Tube Material | Copper, Aluminum, Stainless Steel (Copper most common due to high thermal conductivity) |
| Tube Diameter | 5-15 mm (dependent on refrigerant type and capacity) |
| Tube Wall Thickness | 0.25-1.0 mm (balances strength and heat transfer efficiency) |
| Tube Arrangement | Single-row, multi-row (2-8 rows), staggered or inline |
| Fin Material | Aluminum, Copper (Aluminum most common due to cost and corrosion resistance) |
| Fin Density | 8-16 fins per inch (higher density for better heat transfer but increased pressure drop) |
| Fin Type | Plain, louvered, corrugated (louvered fins enhance heat transfer) |
| Coil Depth | 100-300 mm (dependent on application and space constraints) |
| Coil Face Area | Calculated based on heat load, refrigerant properties, and desired temperature difference |
| Refrigerant Type | R-410A, R-32, R-134a, Ammonia (choice impacts tube size, material, and pressure rating) |
| Refrigerant Flow Rate | Determined by system capacity and desired evaporator/condenser performance |
| Operating Pressure | Dependent on refrigerant type and system design |
| Temperature Range | Evaporator: -30°C to 10°C, Condenser: 30°C to 50°C (typical ranges) |
| Coil Efficiency | Measured by Coefficient of Performance (COP) or Energy Efficiency Ratio (EER) |
| Defrost Method | Hot gas, electric, or natural convection (for evaporator coils in freezing applications) |
| Coating | Optional: Corrosion-resistant coatings for harsh environments |
| Manufacturing Method | Mechanical expansion, brazing, or soldering of fins to tubes |
Explore related products






What You'll Learn
- Core Material Selection: Choose magnetic core material with low hysteresis loss for efficient heat transfer
- Coil Geometry Design: Optimize coil shape, turns, and diameter for maximum heat exchange efficiency
- Insulation Requirements: Use heat-resistant insulation to prevent short circuits and ensure durability
- Coolant Flow Optimization: Design flow paths to maximize heat absorption and minimize pressure drop
- Thermal Performance Testing: Validate coil efficiency, heat transfer rate, and energy consumption under load
![]()
Core Material Selection: Choose magnetic core material with low hysteresis loss for efficient heat transfer
Selecting a magnetic core material with low hysteresis loss is critical for optimizing the efficiency of a refrigeration coil. Hysteresis loss occurs when the magnetic domains within a material resist changes in magnetic field direction, converting electrical energy into heat. In refrigeration systems, where energy efficiency directly impacts operational costs and environmental footprint, minimizing this loss is paramount. Materials like silicon steel (electrical steel) and amorphous alloys are favored for their low hysteresis characteristics, ensuring that the coil operates with minimal energy wastage.
Consider the trade-offs when choosing core materials. Silicon steel, for instance, is widely used due to its affordability and availability, but it may not perform as well as amorphous alloys in high-frequency applications. Amorphous alloys, while more expensive, offer superior hysteresis loss reduction, making them ideal for systems requiring high efficiency. For refrigeration coils operating at standard frequencies (50–60 Hz), silicon steel with a thickness of 0.35–0.50 mm is often sufficient. However, for advanced systems or those with variable frequency drives, amorphous cores may provide a better long-term return on investment.
Practical implementation requires careful consideration of the core’s geometry and assembly. Laminated cores, where thin sheets of material are stacked with insulating coatings, reduce eddy currents and further minimize losses. Ensure the core is properly annealed to align its crystalline structure, reducing internal stresses that could increase hysteresis. Additionally, avoid sharp bends or gaps in the core design, as these can create localized areas of high magnetic flux density, increasing losses.
Testing and validation are essential steps in core material selection. Measure the core’s hysteresis loop using a B-H analyzer to quantify losses at the intended operating frequency and flux density. Aim for a core loss (measured in watts per kilogram) of less than 1.5 W/kg at 1.5 T and 60 Hz for standard refrigeration applications. If the material exceeds this threshold, reconsider the choice or adjust the design to reduce flux density.
In conclusion, the right core material selection is a balancing act between cost, performance, and application requirements. By prioritizing low hysteresis loss, engineers can design refrigeration coils that not only transfer heat efficiently but also contribute to sustainable energy use. Whether opting for silicon steel or amorphous alloys, the focus should remain on minimizing losses to achieve optimal system performance.
Twice Baked Potatoes: Refrigeration Tips for Uncooked Prep and Storage
You may want to see also
Explore related products






![]()
Coil Geometry Design: Optimize coil shape, turns, and diameter for maximum heat exchange efficiency
The efficiency of a refrigeration coil hinges on its geometry, particularly the interplay of shape, turns, and diameter. A well-designed coil maximizes surface area for heat transfer while minimizing pressure drop and material costs. For instance, a helical coil offers compactness and uniform heat distribution, making it ideal for space-constrained applications. However, its effectiveness depends on precise calculations: the diameter-to-length ratio should align with the refrigerant’s flow rate and desired temperature differential. A rule of thumb is to maintain a tube diameter between 9.5 and 12.7 mm for most refrigerants, balancing heat transfer efficiency with friction losses.
Consider the number of turns as a lever for controlling heat exchange. More turns increase surface area but also elevate pressure drop, which can strain the compressor. A practical approach is to use computational fluid dynamics (CFD) simulations to model the coil’s performance under varying turn counts. For example, a coil with 12 turns might achieve 85% efficiency in a residential refrigerator, while a commercial unit may require 20 turns to handle higher loads. Always ensure the coil’s pitch (distance between turns) is at least 1.5 times the tube diameter to prevent airflow blockage.
Shape optimization goes beyond circular designs. Rectangular or oval coils can improve heat transfer in specific orientations, such as vertical installations where gravity aids refrigerant flow. For instance, a flat-tube coil with an oval cross-section can enhance fin-and-tube heat exchangers by increasing the contact area between the tube and fins. This design is particularly effective in air conditioning systems, where it can boost efficiency by up to 15% compared to round tubes. However, manufacturing complexity and cost must be weighed against performance gains.
Material selection complements geometry in achieving peak efficiency. Copper, with its high thermal conductivity (385 W/m·K), remains the gold standard, but aluminum (205 W/m·K) is lighter and more cost-effective for less demanding applications. Pairing the right material with an optimized geometry—such as a copper helical coil with 15 turns and a 10 mm diameter—can yield a 20% improvement in heat exchange efficiency over suboptimal designs. Regularly clean coils to prevent fouling, which can reduce efficiency by up to 30% over time.
In practice, iterative testing is key. Prototype coils should be evaluated under real-world conditions, adjusting geometry based on performance data. For example, if a coil shows excessive pressure drop, reduce the number of turns or increase the diameter. Conversely, if heat transfer is insufficient, add turns or switch to a flatter tube shape. By systematically refining the design, engineers can achieve a coil that not only meets but exceeds refrigeration requirements, ensuring energy efficiency and system longevity.
Refrigerated Roasted Chicken: Safe Storage Time and Tips
You may want to see also
Explore related products






![]()
Insulation Requirements: Use heat-resistant insulation to prevent short circuits and ensure durability
Heat-resistant insulation is non-negotiable in refrigeration coil design. Without it, coils face premature failure from short circuits caused by heat buildup and electrical arcing. High-temperature environments, such as commercial kitchens or industrial settings, exacerbate this risk. Insulation acts as a thermal barrier, dissipating heat away from the coil while preventing conductive pathways between windings. Materials like fiberglass, silicone rubber, or Kapton tape are ideal due to their high dielectric strength and thermal stability, ensuring coils operate reliably even under sustained heat exposure.
Selecting the right insulation thickness is a balancing act. Too thin, and it fails to provide adequate protection; too thick, and it impedes heat transfer efficiency. A common guideline is to use insulation with a thickness of 0.5 to 1.5 mm, depending on the coil’s voltage and operating temperature. For example, a coil operating at 480V in a 60°C environment would require thicker insulation than one at 240V in a 30°C setting. Always consult manufacturer specifications and industry standards, such as NEMA or IEC guidelines, to ensure compliance and safety.
Not all insulation materials are created equal. Fiberglass, while cost-effective, may degrade over time in high-moisture environments. Silicone rubber offers superior flexibility and moisture resistance but comes at a higher cost. Kapton tape excels in high-temperature applications but is less durable under mechanical stress. The choice depends on the coil’s application: for walk-in freezers, moisture-resistant silicone rubber is ideal; for compact, high-heat systems, Kapton tape may be preferable. Evaluate the trade-offs to match the material to the specific demands of the refrigeration system.
Proper installation is as critical as material selection. Insulation must be applied evenly, without gaps or overlaps, to avoid weak points. Use a vacuum press or automated winding machine to ensure consistent coverage, especially in multi-layer designs. Inspect for defects like air bubbles or tears, which can compromise performance. Additionally, secure insulation with heat-resistant adhesives or tapes to prevent shifting during operation. A well-installed insulation layer not only prevents short circuits but also extends the coil’s lifespan by minimizing thermal stress and mechanical wear.
Finally, consider the long-term maintenance of insulated coils. Over time, insulation can degrade due to temperature fluctuations, moisture, or chemical exposure. Schedule periodic inspections to check for cracks, discoloration, or delamination. Replace insulation proactively if signs of wear appear, as failure can lead to costly downtime or system damage. By prioritizing insulation quality and maintenance, designers can ensure refrigeration coils remain efficient, safe, and durable throughout their operational life.
Refrigerating Pie Crust: Optimal Storage Time and Freshness Tips
You may want to see also
Explore related products






![]()
Coolant Flow Optimization: Design flow paths to maximize heat absorption and minimize pressure drop
Efficient coolant flow is the lifeblood of any refrigeration coil. Improperly designed flow paths can lead to hot spots, reduced heat transfer efficiency, and increased energy consumption. The key lies in striking a delicate balance: maximizing the coolant's contact with the heat exchange surface while minimizing the resistance it encounters.
Imagine a river meandering through a landscape. A straight, narrow channel would allow for rapid flow but limited interaction with the surroundings. Conversely, a wide, winding path would maximize contact but slow the flow significantly. Our goal is to engineer a "river" within the coil that optimizes both contact time and flow rate.
One effective strategy is to employ serpentine flow patterns. This involves routing the coolant through a series of bends and turns, increasing the length of the flow path and thereby the contact area with the coil's surface. Think of it as folding a piece of paper accordion-style – the more folds, the greater the surface area exposed. However, each bend introduces a degree of pressure drop. To mitigate this, gradual curves should be favored over sharp angles, minimizing turbulence and energy loss.
Tube diameter plays a crucial role as well. Smaller diameter tubes offer higher heat transfer coefficients due to increased velocity and turbulence, but they also incur higher pressure drops. A careful balance must be struck, considering factors like the coolant's viscosity, flow rate requirements, and system pressure limitations.
Fin design is another critical aspect. Fins increase the coil's surface area, enhancing heat transfer. However, they can also impede airflow if not designed properly. Louvered fins, for example, create channels that direct airflow while maintaining good contact with the tubes. Wavy fins offer a compromise between surface area and airflow resistance. The optimal fin design depends on the specific application and the desired balance between heat transfer and pressure drop.
Computational Fluid Dynamics (CFD) simulations have become invaluable tools for optimizing coolant flow paths. These simulations allow engineers to virtually test different designs, predicting flow patterns, pressure drops, and heat transfer rates before physical prototyping. This iterative process enables the refinement of coil designs for maximum efficiency.
Ultimately, successful coolant flow optimization requires a holistic approach, considering tube geometry, flow pattern, fin design, and system parameters. By carefully balancing these factors, engineers can create refrigeration coils that operate at peak efficiency, minimizing energy consumption and maximizing cooling performance.
A Comprehensive Guide to Purchasing a Refrigerated Trailer
You may want to see also
Explore related products






![]()
Thermal Performance Testing: Validate coil efficiency, heat transfer rate, and energy consumption under load
Coil design in refrigeration systems is a delicate balance between maximizing heat transfer and minimizing energy consumption. Thermal performance testing is the critical step that bridges the gap between theoretical design and real-world efficiency. This process involves subjecting the coil to controlled conditions that simulate its intended operating environment, allowing engineers to validate key performance metrics.
Example: Imagine a refrigeration coil designed for a commercial freezer. Testing would involve circulating a refrigerant at a specific temperature and flow rate while simultaneously exposing the coil to a controlled air temperature and humidity level representative of the freezer's interior. Sensors would measure the temperature difference across the coil, refrigerant pressure drop, and electrical power consumption.
Analysis: Data from these tests reveals the coil's actual heat transfer coefficient, a crucial parameter for assessing its ability to remove heat from the refrigerated space. By comparing this coefficient to design predictions, engineers can identify discrepancies and refine the coil design. Additionally, testing under varying load conditions (simulating different freezer usage patterns) provides insights into the coil's performance across its operating range.
Takeaway: Thermal performance testing isn't just about confirming a coil works; it's about optimizing its performance. By meticulously analyzing data from these tests, engineers can fine-tune coil geometry, fin density, tube diameter, and other design parameters to achieve the highest possible efficiency and energy savings.
Steps for Effective Thermal Performance Testing:
- Define Test Parameters: Clearly outline the operating conditions (refrigerant type, temperatures, flow rates, air velocity) that mimic the coil's intended application.
- Instrument the Coil: Strategically place temperature sensors, pressure gauges, and flow meters to capture critical data points.
- Control the Environment: Utilize a climate-controlled chamber to maintain consistent air temperature and humidity during testing.
- Data Acquisition and Analysis: Employ data logging systems to record measurements at regular intervals. Analyze the data to calculate heat transfer rates, pressure drops, and energy consumption.
- Iterative Refinement: Compare test results to design expectations. If discrepancies exist, adjust the coil design and repeat testing until optimal performance is achieved.
Cautions:
- Accuracy is Paramount: Calibrate all sensors and instruments to ensure precise measurements. Even small errors can lead to significant misinterpretations of coil performance.
- Real-World Conditions: While controlled testing is essential, consider the impact of factors like dirt accumulation, refrigerant degradation, and system wear on long-term performance.
Mastering Your Cafe Refrigerator: A Guide to Setting the Ideal Temperature
You may want to see also
Frequently asked questions
Key factors include the required heat transfer rate, refrigerant properties, coil dimensions, fin and tube geometry, airflow characteristics, and operating conditions such as temperature and pressure.
The material affects thermal conductivity, corrosion resistance, and cost. Common materials like copper and aluminum offer high thermal efficiency, while coated materials enhance durability in harsh environments.
A larger surface area improves heat transfer efficiency by maximizing the contact between the refrigerant and the medium being cooled or heated, reducing energy consumption and enhancing system performance.
Optimal tube diameter and fin spacing depend on balancing airflow resistance, heat transfer efficiency, and pressure drop. Smaller diameters and tighter fin spacing increase efficiency but may restrict airflow, requiring careful calculation and testing.