A pan brake is a versatile sheet metal bending tool used to create precise, straight bends in metal sheets, making it an essential machine for fabrication projects. To use a pan brake effectively, start by selecting the appropriate blade size and angle for your desired bend, ensuring it matches the material thickness and type. Secure the sheet metal firmly against the bed and align it with the bending blade, then clamp it in place to prevent movement. Gradually apply pressure to the handle or foot pedal to lower the upper blade, bending the metal along the desired line. After achieving the correct angle, release the pressure and remove the clamped sheet, checking for accuracy. Always prioritize safety by wearing protective gear and ensuring the machine is properly maintained to avoid accidents. With practice and attention to detail, a pan brake can produce clean, professional bends for various applications.
| Characteristics | Values |
|---|---|
| Machine Setup | Ensure the pan brake is securely mounted and all components are tightened. |
| Material Preparation | Measure and mark the sheet metal according to the desired bend dimensions. |
| Blade Selection | Choose the appropriate blade size and angle for the required bend. |
| Material Placement | Align the sheet metal with the blade, ensuring it is straight and secure. |
| Clamping Pressure | Adjust the clamping pressure to match the thickness and type of material. |
| Bending Process | Lower the blade to create the bend, ensuring smooth and controlled motion. |
| Angle Accuracy | Use a protractor or angle gauge to verify the bend angle is correct. |
| Safety Measures | Wear safety gloves and eye protection; keep hands clear of moving parts. |
| Maintenance | Regularly lubricate moving parts and inspect for wear or damage. |
| Material Compatibility | Ensure the pan brake is suitable for the type and thickness of material. |
| Repeatability | Use stops or gauges for consistent bend lengths in multiple pieces. |
| Post-Bending | Remove any burrs or sharp edges with a deburring tool. |
What You'll Learn
![]()
Understanding Pan Brake Components
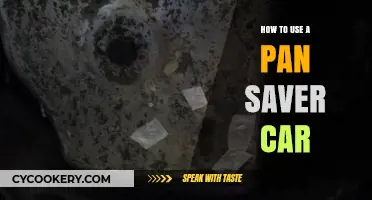
A pan brake, also known as a box and pan brake or finger brake, is a versatile machine used for bending sheet metal into precise shapes. To effectively use a pan brake, it's crucial to first understand its key components and their functions. The primary parts of a pan brake include the bed, the apron, the clamping bar, and the back gauge. Each component plays a vital role in ensuring accurate and consistent bends. The bed is the stationary base of the machine, providing a solid foundation for the material being bent. It is typically made of heavy-duty steel to withstand the forces applied during bending operations.
The apron is the movable upper part of the pan brake, which descends to make contact with the sheet metal and create the bend. It is equipped with segmented fingers that can be adjusted to accommodate different bending lengths and angles. Understanding how to position and adjust these fingers is essential for achieving the desired bend. The clamping bar holds the sheet metal securely in place during the bending process, preventing slippage or misalignment. It is often operated by a hand lever or hydraulic system, allowing for quick and precise clamping. Proper clamping pressure ensures that the material remains stable and does not warp during bending.
Another critical component is the back gauge, which acts as a reference point for positioning the sheet metal before bending. The back gauge can be adjusted to control the depth of the bend and ensure consistency across multiple pieces. It often includes rulers or digital displays for accurate measurements. Some advanced pan brakes feature motorized back gauges, allowing for automated adjustments and increased efficiency. Familiarizing yourself with the back gauge’s operation is key to producing uniform bends and reducing material waste.
The bending leaf or blade is another important element, working in conjunction with the apron to form the bend. It is positioned beneath the sheet metal and provides the surface against which the material is pressed. Bending leaves come in various sizes and shapes, depending on the specific bending requirements. Proper alignment of the bending leaf with the apron fingers is crucial for achieving clean, accurate bends. Regular inspection and maintenance of the bending leaf ensure its longevity and optimal performance.
Lastly, the control panel is the brain of the pan brake, allowing the operator to set bending angles, clamping pressure, and back gauge positions. Modern pan brakes often feature digital controls with programmable settings, making it easier to repeat bends for multiple pieces. Understanding how to navigate the control panel and input the correct parameters is essential for efficient operation. Whether manual or computerized, the control panel is a central hub for managing the machine’s functions and ensuring precision in every bend.
By understanding these components—the bed, apron, clamping bar, back gauge, bending leaf, and control panel—operators can confidently use a pan brake to produce high-quality sheet metal bends. Each part works in harmony to deliver accuracy, consistency, and efficiency, making the pan brake an indispensable tool in metal fabrication.
Boost Mobile Plan: Unlimited Music Streaming?
You may want to see also
![]()
Setting Up the Brake Correctly
Setting up a pan brake correctly is crucial for achieving precise and accurate bends in sheet metal. Begin by ensuring the machine is placed on a stable, level surface to prevent any wobbling or misalignment during operation. Inspect the brake for any signs of damage or wear, particularly on the clamping bars and bending blades, as imperfections can lead to uneven bends. Clean the machine thoroughly, removing any debris or residue that might interfere with the material’s movement or clamping. Verify that all components, such as handles, clamps, and back gauges, are securely tightened and functioning properly.
Next, adjust the clamping pressure to match the thickness and type of the sheet metal you’re working with. Most pan brakes have a pressure adjustment mechanism, often a hand wheel or lever, that controls the force applied by the clamping bar. Too much pressure can damage thinner materials, while too little may result in slipping or inaccurate bends. Refer to the material’s specifications or conduct a test bend on a scrap piece to determine the optimal pressure setting. Ensure the clamping bar is parallel to the bending blade to avoid skewing the material during the bend.
Properly positioning the back gauge is another critical step in setting up the pan brake. The back gauge acts as a stop, ensuring consistent material placement for repeatable bends. Adjust the back gauge to the desired distance from the bending blade, aligning it perpendicular to the clamping bar. Double-check its position using a square or ruler to guarantee accuracy. Some pan brakes have adjustable fingers or stops for more complex bending tasks, so familiarize yourself with these features if needed.
Aligning the material correctly is essential for a successful bend. Place the sheet metal between the clamping bar and the bending blade, ensuring it is flush against the back gauge and parallel to the blade. Use a square or straight edge to verify alignment, as even minor misalignment can lead to uneven or incorrect bends. Secure the material firmly by lowering the clamping bar, but avoid over-clamping, which can distort the metal.
Finally, set the bending angle by adjusting the position of the bending blade or the stop block, depending on your machine’s design. Most pan brakes have markings or indicators to help you achieve common angles like 90 degrees. For precise angles, use a protractor or angle finder to verify the setup. Once everything is aligned and adjusted, perform a test bend on a scrap piece of material to ensure the setup is correct before proceeding with your actual project. This step-by-step approach ensures the pan brake is set up correctly for accurate and efficient bending.
Clay Pot Mutton: Tender, Flavorful, and Succulent
You may want to see also
![]()
Measuring and Marking Metal Sheets
When working with a pan brake to bend metal sheets, accurate measuring and marking are crucial steps to ensure precise and consistent results. Begin by preparing your metal sheet on a flat, stable surface to avoid any distortions during the marking process. Use a sturdy ruler or straightedge to measure the dimensions required for your project. Always double-check your measurements to eliminate errors, as even a small mistake can lead to significant issues during bending. For longer sheets, consider using a measuring tape for convenience, but ensure it is taut and straight for accuracy.
Once measurements are confirmed, mark the metal sheet using a scribe, permanent marker, or punch tool. A scribe provides a fine, precise line and is ideal for thinner sheets, while a marker is suitable for thicker materials where visibility is key. If using a punch, make small, consistent indentations along the measured line to guide your bending process. Ensure your marks are clear and aligned, as they will serve as the reference points for positioning the sheet on the pan brake. For complex bends or multiple folds, mark all lines before proceeding to maintain consistency.
When marking bend lines, account for the material thickness and the bend radius of the pan brake. The bend allowance, which is the length of the material along the bend, depends on the sheet thickness and the angle of the bend. Refer to bend allowance charts or calculators specific to your material type to determine this value accurately. Mark the bend line slightly inside the actual bend point to compensate for the material stretching on the outside of the bend and compressing on the inside.
For projects requiring symmetry or multiple identical bends, use a square or angle finder to ensure all marks are perpendicular or at the correct angle relative to the sheet edges. Clamping a straightedge to the sheet can help maintain a steady hand while marking long lines. If working with large sheets, enlist a helper to hold the sheet in place to prevent shifting during the marking process. Consistency in your marking technique will directly impact the quality of the final bend.
Finally, label your marks clearly if your project involves multiple sheets or different bend angles. Use a labeling system that is easy to understand, such as numbering or color-coding, to avoid confusion during the bending process. Once all measurements and marks are complete, carefully transfer the sheet to the pan brake, aligning the marks with the machine’s bending axis. Properly measured and marked sheets will ensure smooth operation of the pan brake and yield professional results.
Spreading Dosa Batter: Tips for the Perfect Dosa
You may want to see also
![]()
Executing Precise Bending Techniques
When executing precise bending techniques with a pan brake, it's essential to begin by understanding the machine's capabilities and limitations. A pan brake, also known as a sheet metal brake, is designed to make clean, accurate bends in sheet metal. Start by selecting the appropriate tooling for your material thickness and type. Ensure the brake's clamping bar and bending apron are free of debris and properly aligned. Measure and mark the bending lines on your sheet metal using a straightedge and a permanent marker or scribe. Accuracy at this stage is crucial, as even minor deviations can lead to significant errors in the final bend.
Next, position the sheet metal on the pan brake, aligning the marked bending line with the bending apron. Secure the material firmly using the clamping bar to prevent slippage during the bending process. For precise bends, it’s important to apply even pressure and avoid overloading the machine. Gradually lower the bending apron, ensuring the material bends smoothly along the intended line. If your pan brake has adjustable back gauge fingers, use them to control the bend angle accurately. For complex bends or specific angles, refer to the machine’s angle chart or use a protractor to verify the bend as you work.
To achieve consistent results, maintain a steady pace and avoid rushing the bending process. If your project requires multiple bends, complete them in sequence, ensuring each bend is accurate before moving to the next. For tighter bends or thicker materials, consider using a step-bending technique, where the material is bent in stages rather than all at once. This reduces stress on the machine and minimizes the risk of cracking or deforming the material. Always wear safety gear, such as gloves and safety glasses, to protect yourself from sharp edges and potential debris.
Fine-tuning your technique is key to mastering precise bending. Practice on scrap material to get a feel for how different metals respond to bending. Pay attention to the material’s grain direction, as bending against the grain can lead to warping or cracking. If your pan brake has a manual stop, use it to control the depth of the bend consistently. For repeatable bends, mark the machine’s handles or use a stop block to ensure each bend is identical. Regularly inspect the tooling for wear and replace it as needed to maintain precision.
Finally, post-bending inspection is critical to ensuring your work meets the desired specifications. Measure the bend angle with a protractor and verify the overall dimensions of the piece. If adjustments are needed, re-clamp the material and make minor corrections. For projects requiring high precision, consider using a laser or digital angle finder for accurate measurements. With practice and attention to detail, executing precise bending techniques on a pan brake becomes second nature, allowing you to produce professional-quality sheet metal work consistently.
Half Pan Capacity: Quarts Conversion
You may want to see also
![]()
Maintaining and Troubleshooting the Brake
A pan brake, also known as a sheet metal brake, is a vital tool in metal fabrication, allowing for precise bending of sheet metal. To ensure its longevity and optimal performance, regular maintenance and prompt troubleshooting are essential. Maintaining the brake involves routine cleaning, lubrication, and inspection of its components. Start by cleaning the machine after each use to remove debris, dust, and metal shavings that can accumulate on the bending surface and moving parts. Use a soft brush or compressed air to avoid scratching the surfaces. Wipe down the brake with a clean cloth and a mild solvent if necessary, ensuring no residue is left behind.
Lubrication is another critical aspect of maintenance. Apply a high-quality machine oil or grease to the pivot points, hinges, and other moving parts as recommended by the manufacturer. Proper lubrication minimizes friction, reduces wear, and ensures smooth operation. Over-lubrication should be avoided, as it can attract dirt and debris, leading to increased wear and potential damage. Additionally, inspect the brake for signs of wear, such as cracks, bends, or misalignments in the bending blade or clamping bar. Replace any damaged components immediately to prevent further issues and maintain accuracy in bending operations.
Troubleshooting common issues with a pan brake requires a systematic approach. If the brake is not bending metal evenly, check for misalignment of the bending blade or clamping bar. Adjust the components according to the manufacturer’s guidelines to ensure they are parallel and securely fastened. Uneven pressure can also result from worn or damaged springs or hydraulic systems, so inspect these parts and replace them if necessary. If the brake is difficult to operate, verify that all moving parts are properly lubricated and free of obstructions. Tighten any loose bolts or fasteners to ensure stability and smooth movement.
Noise during operation is another issue that may arise. Unusual sounds often indicate excessive wear, lack of lubrication, or foreign objects caught in the mechanism. Inspect the brake for debris and remove it carefully. Reapply lubricant to the affected areas and check for worn components that may need replacement. If the brake fails to hold the metal securely, examine the clamping mechanism for damage or misalignment. Adjust the clamping pressure or replace worn parts to restore proper functionality.
Regular calibration is also important to maintain accuracy in bending operations. Use a straightedge or precision tool to verify that the bending blade and clamping bar are aligned correctly. Make adjustments as needed to ensure consistent and precise bends. Keep a maintenance log to track cleaning, lubrication, and repair activities, as this can help identify recurring issues and ensure timely interventions. By following these maintenance and troubleshooting practices, you can extend the life of your pan brake and maintain its reliability for professional metalworking projects.
Springform Pans: Better or Just Different?
You may want to see also
Frequently asked questions
A pan brake is a sheet metal bending machine designed to create precise, straight bends in metal sheets. It is commonly used in HVAC, roofing, and fabrication industries to form boxes, pans, and other rectangular or square shapes.
To set up a pan brake, first adjust the backgauge to the desired bend length, then position the clamping bar to secure the sheet metal. Set the bending angle using the machine’s angle gauge, and ensure the metal is aligned properly before clamping and bending.
Always wear safety gloves and eye protection when operating a pan brake. Ensure the machine is properly secured and the work area is clear of debris. Never place your hands near the bending point or clamping area while the machine is in operation.