When working on refrigeration systems, selecting the appropriate solder is crucial to ensure a reliable and leak-free joint. The most commonly used solders for refrigeration pipes are those that meet industry standards for compatibility with refrigerants and system materials. Lead-free solders, such as those made from tin, silver, and copper alloys, are increasingly popular due to environmental regulations and health concerns associated with lead. For example, SAC (tin-silver-copper) alloys are widely used for their strength and resistance to corrosion. Additionally, traditional lead-based solders, like 50/50 tin-lead, are still employed in some applications but are being phased out in many regions. It’s essential to choose a solder that is compatible with the pipe material, typically copper or aluminum, and to follow proper soldering techniques to maintain the integrity of the refrigeration system. Always consult manufacturer guidelines and local regulations to ensure compliance and optimal performance.
| Characteristics | Values |
|---|---|
| Type of Solder | Silver-bearing solder (e.g., 95/5 or 97/3 Sn/Ag), Lead-free solder (e.g., SAC alloys) |
| Melting Point | 420°F to 450°F (215°C to 232°C) for silver-bearing solder |
| Strength | High tensile strength, suitable for refrigeration systems |
| Corrosion Resistance | Excellent resistance to corrosion in refrigeration environments |
| Thermal Conductivity | High thermal conductivity for efficient heat transfer |
| Compatibility | Compatible with copper, brass, and other common refrigeration pipe materials |
| Flux Requirement | Requires refrigeration-specific flux (e.g., non-corrosive, water-soluble) |
| Lead Content | Lead-free options available to comply with environmental regulations |
| Application | Suitable for joining refrigeration lines, coils, and components |
| Certification | Must meet industry standards (e.g., ASTM, AHRI) for refrigeration use |
| Environmental Impact | Lead-free options reduce environmental impact |
| Cost | Higher cost compared to standard solder due to specialized composition |
| Joint Integrity | Provides strong, leak-proof joints critical for refrigeration systems |
| Temperature Resistance | Withstands low temperatures typical in refrigeration applications |
Explore related products





What You'll Learn
- Lead-Free Solder Options: Environmentally friendly choices for refrigeration pipes, compliant with regulations
- Silver-Bearing Solder: High-strength solder ideal for joints exposed to extreme temperatures
- Copper-Phosphorus Solder: Corrosion-resistant option for long-lasting refrigeration system connections
- Tin-Antimony Solder: Durable solder with strong mechanical properties for refrigeration applications
- Flux-Core Solder: Pre-fluxed solder for clean, efficient joints in refrigeration piping systems
![]()
Lead-Free Solder Options: Environmentally friendly choices for refrigeration pipes, compliant with regulations
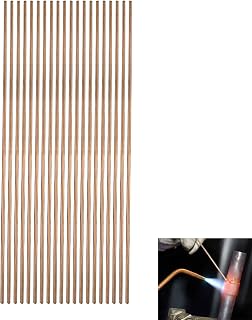
The phase-out of lead-based solder in refrigeration systems isn't just a regulatory requirement—it's a shift toward safer, more sustainable practices. Lead-free solder options, such as those composed of tin, silver, and copper (SAC alloys), have emerged as reliable alternatives. These alloys offer comparable strength and thermal conductivity to traditional lead-based solder, making them suitable for refrigeration pipes. For instance, SAC305 (96.5% tin, 3% silver, 0.5% copper) is widely used due to its low melting point (217°C) and excellent wetting properties, ensuring secure joints in copper piping systems.
Selecting the right lead-free solder involves more than just compliance with regulations like the Reduction of Hazardous Substances (RoHS) directive. Consider the specific demands of refrigeration systems, such as temperature fluctuations and pressure resistance. For example, high-silver content alloys like SAC405 (95.5% tin, 4% silver, 0.5% copper) provide enhanced mechanical strength but come at a higher cost. In contrast, tin-copper alloys (e.g., 99% tin, 1% copper) are more budget-friendly but may require careful flux selection to prevent oxidation during soldering. Always use a water-soluble or no-clean flux to ensure residue doesn’t compromise system efficiency.
One practical tip for technicians transitioning to lead-free solder is to adjust soldering temperatures. Lead-free alloys typically require higher temperatures (20-40°C more than lead-based solder) and longer heating times. Use a temperature-controlled soldering station to avoid overheating, which can damage pipes or components. Additionally, pre-tinning refrigeration pipes with a thin layer of lead-free solder improves adhesion and reduces the risk of voids or weak joints. Always follow manufacturer guidelines for flux application and solder dosage, typically 1-2 grams per joint for standard refrigeration pipes.
While lead-free solder is environmentally friendly, improper disposal of soldering waste can negate its benefits. Collect solder dross and flux residues in sealed containers for recycling or disposal through hazardous waste programs. Educating teams on these practices ensures compliance with environmental regulations and promotes a culture of sustainability. By adopting lead-free solder options like SAC alloys, refrigeration professionals can meet regulatory standards while contributing to a healthier planet. The transition may require initial adjustments, but the long-term benefits—safer systems, reduced environmental impact, and regulatory compliance—make it a worthwhile investment.
Refrigerated Chicken Safety: Can You Eat It and Stay Healthy?
You may want to see also
Explore related products





![]()
Silver-Bearing Solder: High-strength solder ideal for joints exposed to extreme temperatures
Silver-bearing solder stands out as a premier choice for refrigeration systems due to its exceptional strength and thermal resilience. Composed of a tin-lead alloy infused with 2-3% silver, this solder forms joints capable of withstanding temperatures ranging from -40°C to 200°C, making it ideal for environments where thermal fluctuations are common. Its high tensile strength—up to 50% greater than standard tin-lead solder—ensures durability under pressure, a critical factor in refrigeration systems where leaks can lead to costly downtime or system failure.
When applying silver-bearing solder, precision is key. The joint must be cleaned thoroughly with a flux specifically designed for refrigeration work, such as a non-corrosive, water-soluble flux. Preheat the pipe to 150-200°C to ensure proper wetting and adhesion. Use a temperature-controlled soldering iron or torch to avoid overheating, which can degrade the solder’s properties. Apply the solder to the heated joint, not the iron, allowing capillary action to draw it into the seam. A well-executed joint will exhibit a bright, shiny finish, indicating a strong bond.
One of the most compelling advantages of silver-bearing solder is its resistance to creep, a gradual deformation under constant stress and heat. In refrigeration systems, where joints are subjected to continuous pressure from refrigerants and temperature cycles, this property is invaluable. For example, in ammonia-based systems, where operating pressures can exceed 200 psi, silver-bearing solder maintains its integrity far longer than standard alternatives. Its longevity reduces the need for frequent repairs, saving time and resources over the system’s lifespan.
However, the benefits of silver-bearing solder come at a higher cost compared to traditional solders, often 2-3 times more expensive. This makes it a strategic choice rather than a universal solution. Reserve its use for critical joints in high-stress areas, such as compressor discharge lines or evaporator coils, where failure would be particularly detrimental. For less demanding applications, standard tin-lead or lead-free solders may suffice, balancing performance with budget constraints.
In conclusion, silver-bearing solder is not just a material but a strategic investment in the reliability of refrigeration systems. Its unique blend of strength, thermal stability, and creep resistance makes it indispensable for joints exposed to extreme conditions. By understanding its properties and application techniques, technicians can ensure optimal performance and longevity, even in the most demanding environments. When precision and durability matter most, silver-bearing solder is the clear choice.
Spray Painting a Fridge: One Can Epoxy Possibilities Explored
You may want to see also
Explore related products






![]()
Copper-Phosphorus Solder: Corrosion-resistant option for long-lasting refrigeration system connections
Copper-phosphorus solder stands out as a corrosion-resistant solution for refrigeration systems, where longevity and reliability are critical. Unlike traditional solders, which may degrade over time due to moisture or chemical exposure, copper-phosphorus alloys form a protective layer that resists corrosion, ensuring joints remain intact even in harsh environments. This makes it particularly suitable for refrigeration pipes, which are often exposed to temperature fluctuations and moisture.
When applying copper-phosphorus solder, precision is key. The solder typically contains 0.2–0.8% phosphorus, which enhances its corrosion resistance without compromising flowability. To achieve a strong joint, clean the pipe surfaces thoroughly using a solvent or wire brush to remove oxides and contaminants. Heat the joint evenly, ensuring the base metal reaches the solder’s melting point (approximately 700–800°C), and apply the solder with steady pressure. Overheating can weaken the joint, so monitor the temperature closely.
One of the standout advantages of copper-phosphorus solder is its compatibility with copper and copper alloys, which are commonly used in refrigeration systems. Its low zinc content minimizes the risk of dezincification, a form of corrosion that can compromise system integrity. Additionally, its self-fluxing properties reduce the need for additional flux, simplifying the soldering process and minimizing residue that could attract moisture or contaminants.
For optimal results, pair copper-phosphorus solder with refrigeration-specific fluxes designed to handle low temperatures and moisture resistance. Avoid using acid-based fluxes, as they can leave corrosive residues. After soldering, inspect the joint for a smooth, shiny appearance, which indicates a strong bond. Properly executed, copper-phosphorus solder joints can outlast those made with standard solders, reducing maintenance needs and extending the lifespan of the refrigeration system.
In summary, copper-phosphorus solder offers a durable, corrosion-resistant solution for refrigeration pipe connections. Its unique composition, combined with careful application techniques, ensures joints remain secure even under demanding conditions. By prioritizing cleanliness, temperature control, and compatible materials, technicians can leverage this solder to build refrigeration systems that stand the test of time.
Exploring Oversized Refrigerators: Can You Buy Longer Fridge Models?
You may want to see also
Explore related products





![]()
Tin-Antimony Solder: Durable solder with strong mechanical properties for refrigeration applications
Tin-antimony solder stands out in refrigeration applications due to its exceptional durability and mechanical strength. Unlike traditional tin-lead solders, which can weaken under thermal stress, tin-antimony alloys maintain their integrity in the low-temperature environments typical of refrigeration systems. This solder typically contains 95% tin and 5% antimony, a composition that enhances its hardness and creep resistance, making it ideal for joints subjected to constant vibration or pressure fluctuations. Its ability to withstand temperatures as low as -40°C without cracking or deforming ensures long-term reliability in critical refrigeration components like evaporators and condensers.
When applying tin-antimony solder, precision is key. The melting point of this alloy ranges from 230°C to 240°C, slightly higher than tin-lead solder, requiring a more controlled heating process. Use a propane or butane torch with a focused flame to avoid overheating adjacent materials. Clean the pipe surfaces thoroughly with a wire brush and flux to ensure optimal adhesion. Apply the solder in small increments, allowing it to flow naturally into the joint without forcing it. Overheating can lead to oxidation or weakened bonds, so monitor the temperature closely and work efficiently.
One of the most compelling advantages of tin-antimony solder is its resistance to corrosion and fatigue. In refrigeration systems, where moisture and temperature cycling are constant threats, this alloy’s protective properties prevent leaks and extend the lifespan of the system. For example, in commercial refrigeration units handling perishable goods, tin-antimony solder ensures that joints remain secure even under heavy usage. Its compatibility with copper and brass, common materials in refrigeration pipes, further simplifies its application and reduces the risk of material incompatibility issues.
Despite its benefits, tin-antimony solder is not without limitations. Its higher cost compared to tin-lead solder may deter some users, particularly in large-scale projects. Additionally, its brittleness at extremely low temperatures can pose challenges in ultra-cold applications, such as cryogenic systems. However, for standard refrigeration needs, its advantages far outweigh these drawbacks. To maximize its effectiveness, pair tin-antimony solder with high-quality flux and ensure proper training for technicians to avoid common errors like inadequate heating or excessive solder application.
In conclusion, tin-antimony solder is a superior choice for refrigeration pipes requiring robust, long-lasting joints. Its unique composition and properties address the specific demands of low-temperature environments, making it a reliable solution for both residential and commercial systems. By following best practices in application and understanding its strengths and limitations, technicians can leverage this solder to enhance the performance and durability of refrigeration infrastructure. Whether upgrading an existing system or installing a new one, tin-antimony solder delivers the mechanical resilience needed to meet the challenges of modern refrigeration.
Exploring Eco-Friendly Alternatives: What Can Be Used as a Refrigerant?
You may want to see also
Explore related products






![]()
Flux-Core Solder: Pre-fluxed solder for clean, efficient joints in refrigeration piping systems
Flux-core solder stands out as a specialized solution for refrigeration piping, combining solder and flux in a single, pre-fluxed wire. This design eliminates the need for separate flux application, streamlining the soldering process and reducing the risk of contamination—a critical factor in systems where purity and integrity are paramount. The flux core ensures consistent distribution, promoting even heating and strong, leak-free joints. For refrigeration technicians, this means faster, more reliable repairs and installations, particularly in tight or hard-to-reach areas where precision is non-negotiable.
Analyzing its composition, flux-core solder typically consists of a tin-lead or lead-free alloy, with the flux encapsulated within the center of the wire. The flux acts as a cleaning agent, removing oxides from the pipe surface and facilitating better adhesion. In refrigeration systems, where copper piping is common, this solder is often formulated to match the thermal expansion properties of copper, minimizing stress on joints over time. Lead-free options, such as tin-silver-copper alloys, are increasingly popular due to environmental regulations and health concerns, though they require higher melting temperatures and careful technique.
To use flux-core solder effectively, follow these steps: first, clean the pipe surfaces thoroughly with a wire brush or sandpaper to remove oxides and debris. Next, heat the joint evenly with a propane or MAPP gas torch, ensuring the pipe reaches the solder’s melting temperature. Apply the solder to the heated joint, not the torch, allowing the flux to flow and create a capillary action that draws the solder into the joint. Avoid overheating, as excessive temperatures can degrade the flux or damage the pipe. Once cooled, wipe away excess flux residue with a damp cloth to prevent corrosion.
A key advantage of flux-core solder is its efficiency in creating clean, strong joints without the mess of external flux application. This is particularly beneficial in refrigeration systems, where even small leaks can compromise performance and safety. For example, in a commercial refrigeration unit, a poorly soldered joint can lead to refrigerant leaks, reducing efficiency and potentially causing system failure. Flux-core solder’s pre-measured flux content ensures optimal coverage, reducing the likelihood of voids or weak spots in the joint.
In comparison to traditional soldering methods, flux-core solder offers a more controlled and consistent process. While solid solder wire with separate flux requires careful application and can lead to uneven flux distribution, flux-core solder delivers a precise amount of flux directly to the joint. This makes it ideal for both experienced technicians and those new to refrigeration repair, as it minimizes the margin for error. However, it’s important to select the correct alloy for the application—lead-free solder, for instance, requires a higher melting point and may not be suitable for all systems.
In conclusion, flux-core solder is a game-changer for refrigeration piping, offering a clean, efficient, and reliable solution for creating durable joints. Its pre-fluxed design simplifies the soldering process, reduces contamination risks, and ensures consistent results. By understanding its composition, proper usage, and advantages, technicians can leverage this tool to maintain and repair refrigeration systems with confidence, ensuring optimal performance and longevity. Whether working on a small residential unit or a large commercial system, flux-core solder is an indispensable addition to any technician’s toolkit.
Can You Safely Power Your Fridge with a Generator?
You may want to see also
Frequently asked questions
The most common types of solder used for refrigeration pipes are silver-bearing solder (e.g., 45% silver) and lead-free solder, which comply with industry standards and regulations.
Lead-based solder is generally not recommended for refrigeration pipes due to potential contamination risks and regulatory restrictions. Lead-free alternatives are preferred.
Yes, flux-cored solder is widely used for refrigeration pipes as it provides better flow and ensures a strong, leak-free joint when properly applied.
For copper refrigeration pipes, silver-bearing solder (e.g., 45% silver) or lead-free alloys like tin-copper or tin-silver are recommended to ensure durability and compatibility with the system.